不锈钢零件内孔交叉孔去毛刺-磨粒流去毛刺案例
不锈钢零件内孔交叉孔去毛刺-磨粒流去毛刺案例,该工件尺寸较小,内孔孔径1mm左右,两孔相交处有根部0.05mm左右的毛刺,工件对精度要求高。

如何快速去除相交孔毛刺,并保持工件尺寸精度,是一件非常重要的事情,使用布莱特磨粒流工艺去毛刺,会用工装将工件纳入其中,既起到保护工件的作用,又可以提升单位批次加工数量。内孔,交叉孔去毛刺需要多长时间?,使用布莱特双向磨粒流设备,每个批次可以同时加工30个零件,每个批次耗时约40秒,去毛刺效果通过电子显微镜,可以非常清晰地对比:显微镜下孔内部有一圈毛刺,布莱特磨粒流体抛光机常用于模具内孔、交叉孔去毛刺,在不破坏模具内孔表面的前提下进行抛光处理。
工件表面出现余屑和表面极细小的显微金属颗粒,这些被称为毛刺,毛刺越多,其质量标准越低,他们在切割、磨削及其他类似的切屑加工过程中行程的。为提高产品质量和使用寿命,有必要去除所有精密金属件上的毛刺。工件表面、锐角和棱边必须达到极高的洁净度。
去毛刺的传统工艺为机械工艺,如磨削、抛光及其他具有不同自动化程度的工艺。被处理工件的质量经常得不到保证,生产成本和人员费用非常高。使用磨粒流去毛刺工艺,冶具夹持工件后,以上下往复挤压方式使磨料流经加工件表面、交叉孔或端角依需求进行去毛边、抛光或倒角加工,可依时间及流量计算机控制,达到全自动、经济高效率抛光,其抛光痕迹和工件使用的方向一致,因此具有同方向性加工特点。
布莱特磨粒流体抛光机常用于模具内孔、交叉孔去毛刺,在不破坏模具内孔表面的前提下进行抛光处理。,使用布莱特磨粒流工艺去毛刺,会用工装将工件纳入其中,既起到保护工件的作用,又可以提升单位批次加工数量。内孔,交叉孔去毛刺需要多长时间?, ,使用布莱特双向磨粒流设备,每个批次可以同时加工30个零件,每个批次耗时约40秒,去毛刺效果通过电子显微镜,可以非常清晰地对比:显微镜下孔内部有一圈毛刺,不锈钢零件内孔交叉孔去毛刺-磨粒流去毛刺案例

该工件尺寸较小,内孔孔径1mm左右,两孔相交处有根部0.05mm左右的毛刺,工件对精度要求高。
使用布莱特磨粒流工艺去毛刺,会用工装将工件纳入其中,既起到保护工件的作用,又可以提升单位批次加工数量。内孔,交叉孔去毛刺需要多长时间?,不锈钢零件内孔交叉孔去毛刺-磨粒流去毛刺案例
该工件尺寸较小,内孔孔径1mm左右,两孔相交处有根部0.05mm左右的毛刺,工件对精度要求高。
如何快速去除相交孔毛刺,并保持工件尺寸精度,是一件非常重要的事情 使用布莱特磨粒流工艺去毛刺,会用工装将工件纳入其中,既起到保护工件的作用,又可以提升单位批次加工数量。内孔,交叉孔去毛刺需要多长时间? 使用布莱特双向磨粒流设备,每个批次可以同时加工30个零件,每个批次耗时约40秒,去毛刺效果通过电子显微镜,可以非常清晰地对比:显微镜下孔内部有一圈毛刺 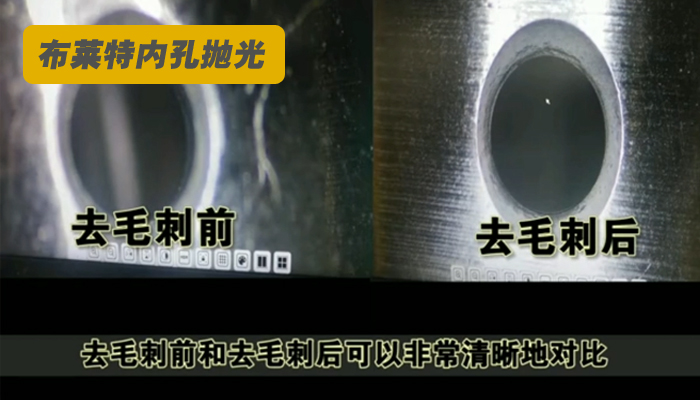
布莱特磨粒流体抛光机常用于模具内孔、交叉孔去毛刺,在不破坏模具内孔表面的前提下进行抛光处理。
工件表面出现余屑和表面极细小的显微金属颗粒,这些被称为毛刺,毛刺越多,其质量标准越低,他们在切割、磨削及其他类似的切屑加工过程中行程的。为提高产品质量和使用寿命,有必要去除所有精密金属件上的毛刺。
工件表面、锐角和棱边必须达到极高的洁净度。去毛刺的传统工艺为机械工艺,如磨削、抛光及其他具有不同自动化程度的工艺。
被处理工件的质量经常得不到保证,生产成本和人员费用非常高。
使用磨粒流去毛刺工艺,冶具夹持工件后,以上下往复挤压方式使磨料流经加工件表面、交叉孔或端角依需求进行去毛边、抛光或倒角加工,可依时间及流量计算机控制,达到全自动、经济高效率抛光,其抛光痕迹和工件使用的方向一致,因此具有同方向性加工特点。
上一篇:没有了!




 售前咨询专员
售前咨询专员
